18662537949



氧化锆的结构和特点
氧化锆是一种存在单斜晶型(m)、四方晶型(t)和立方晶型(c) 3种形式的多晶材料,在一定温度条件下会相互发生转换。

图3 纯氧化锌晶体随温度发生的相变
当烧结氧化锆冷却至室温时,由于晶体结构发生转变(由四方相转变为单斜相),而单斜晶型的晶胞体积比四方晶型多约4%,氧化锆内部会产生裂纹,降低氧化锆的机械强度。加入稳定氧化物如CaO、 MgO、CeO2、Y2O3可稳定此过程,加入氧化钇的氧化锆陶瓷具有特有的应力诱导相变增韧效应,使其具有极佳的机械性能,抗弯强度可达 900 ~ 1200Mpa。
另一种在室温下稳定四方相氧化锆的方法是减小晶粒尺寸(平均临界晶粒尺寸<0.3μm)。
在实际应用当中为获得所需要的晶形和使用性能,通常加入不同类型的稳定剂制成不同类型的氧化锆陶瓷,氧化锆陶瓷根据其微观结构可以分为三种类型:完全稳定的氧化锆(FSZ)、部分稳定的氧化锆(PSZ)、四方氧化锆多晶体(TZP)。如当稳定剂为CaO、 MgO、Y2O3时,分别表示为Ca-PSZ、 Mg-PSZ、 Y-PSZ( Partially Stabilized Zirconia)等。用于牙科材料的氧化锆为氧化钇稳定的四方多晶氧化锆( Yttria-stabilized Tetragonal zirconia polycrystal,Y-TZP)
氧化锆陶瓷材料具有良好的美学性能、很好的生物相容性以及优异的韧性、强度和抗疲劳性,此外还具有优异的耐磨性。
大多数研究报告表明,氧化锆最主要的缺点是粘固过程中涂层材料的磨损,影响着陶瓷的强度和界面结合的紧密性。氧化锆的化学惰性也会影响粘接效果,进而影响修复体的功能。全轮廓氧化锆修复体有着不透明、在体内发生低温降解的缺点。
目前临床上常用的陶瓷粘接剂主要可分为4类:树脂类粘接剂、玻璃离子类粘接剂、树脂加玻璃离子类粘接剂、磷酸盐类粘接剂。其中树脂类粘接剂主要依靠化学粘附及机械嵌合,玻璃离子类粘接剂为物理机械性粘接,磷酸盐类粘接剂则以机械嵌合固位为主。其中树脂类粘接剂占主导地位。
陶瓷表面处理可提高与树脂之间的粘接力,常见的陶瓷表面处理主要分为机械方法及化学方法。总体来看,喷砂、蚀刻技术和硅烷偶联剂是最常见的方法,但由于氧化锆陶瓷为多晶陶瓷,不含玻璃基质,酸蚀作用有限,学者们通过改变氧化锆表面粗糙度、成分等来改善其机械锁合及化学粘接性能。
(1)喷砂:研磨或喷砂会使表面发生由四方向单斜的转变,从而使单斜氧化锆晶体含量急剧增加。高速运动的氧化铝颗粒对氧化锆表面强烈冲击的过程,目的是形成粗糙、湿润的粘接面。多项实验证明,使用 50μm的氧化铝颗粒,在小于 0.25MPa 的压力下进行喷砂,是最为适合的选择,可以提升氧化锆全瓷与树脂粘接剂之间粘接的强度和耐久性。
(2)偶联剂:通过共价键来实现各个界面之间的牢固结合,目前主要有含 10-甲基丙烯酰氧癸基磷酸酯(10-methacryloyloxydecyl dihydrogen phosphate,10-MDP) 成分的底漆和硅烷底漆两大类。
(3)激光刻蚀:改善氧化锆全瓷表面的微观力学性能,利于在氧化锆表面与树脂之间形成微观机械连接,提高氧化锆全瓷的粘接效果。
(1)氧化锆底冠加饰面瓷
研究发现,1年后氧化锆修复体的生存率为 95.3%,2年后为80.2%,是已知材料中较好的结果。临床上造成氧化锆修复失败的主要原因是饰瓷的崩裂。虽然饰瓷具有较好的美学效果,但氧化锆基瓷贴面修复体的瓷崩裂概率较高(三年后为6%-25%),高于玻璃全瓷修复体或者金属烤瓷修复体。断裂韧性、弯曲强度、热膨胀系数和弹性模量等的不匹配会影响饰瓷与氧化锆的结合。
随着材料的发展,新型的高透性全锆修复体不断出现,改进了氧化锆材料的透明度。如2014年推出PRETTAU ANTERIOR (Zirkonzahn) ,具有与二硅酸锂玻璃陶瓷同样的透光性,且强度远高于玻璃陶瓷( >670MPa) ,可很大程度地取代玻璃陶瓷作为前牙的美学修复。
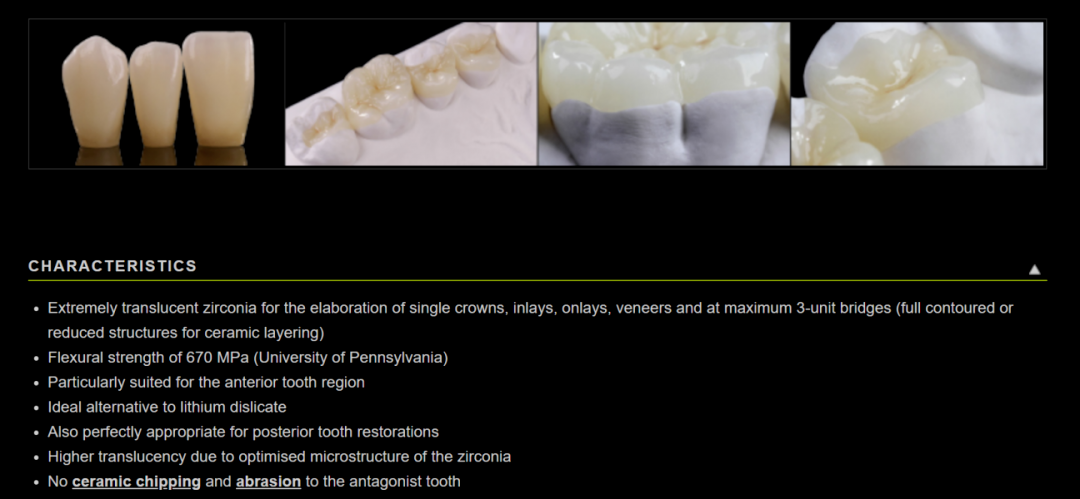
图4 (Zirkonzahn)材料特点
全锆修复体与传统的氧化锆底冠加饰面瓷相比,备牙量更小,保留了更多的牙体组织,同时避免了崩瓷造成的修复失败,进一步提高修复成功率。
(2)氧化锆桩核冠
氧化锆陶瓷材料具有较好的生物兼容性和不透射性,弹性和硬度也比较好。金属材质稳定性和机械强度较好,但容易断裂、受到腐蚀,且临床核磁共振有伪影。采用氧化锆桩核进行修复,牙体完整程度、颜色等方面的远期效果比较好,且修复后的桩核冠损伤少。
纤维桩核呈现半透明性,耐腐蚀性较好,与自体牙齿相似度极高,近年来常应用于前牙修复。出现大面积牙体缺损时,咬合力度要求高使得二氧化锆桩核特有的金属机械性优势体现出来。有研究发现,在修复大面积牙体缺损方面,二氧化锆桩核冠优于纤维桩树脂核,对于咬合力度不大的小面积缺损如上颌前牙的修复材料,可选取纤维桩树脂核。[10]
(3)氧化锆基台
氧化锆基台与金属相比具有较低的表面自由能和表面润湿性,因此减弱了细菌的附着力,降低植入物周围疾病的风险。[1]氧化锆基台更符合患者的美观要求,生物相容性较好。钛和金属基台可能会透过种植体周围软组织显露,导致边缘组织变灰,美学效果较差。
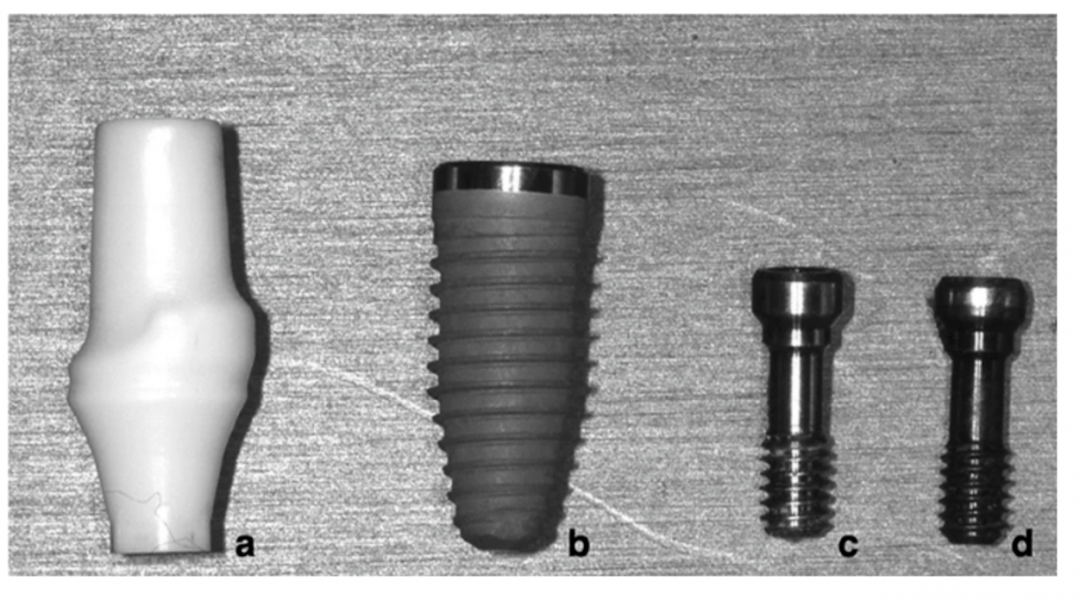
图5 Components of the implant-abutment-screw system: (a)zirconia abutment, (b) implant fixture,(c)aftermarket abutment screw, and (d)OEM abutment screw.
氧化锆陶瓷的粘固
特性
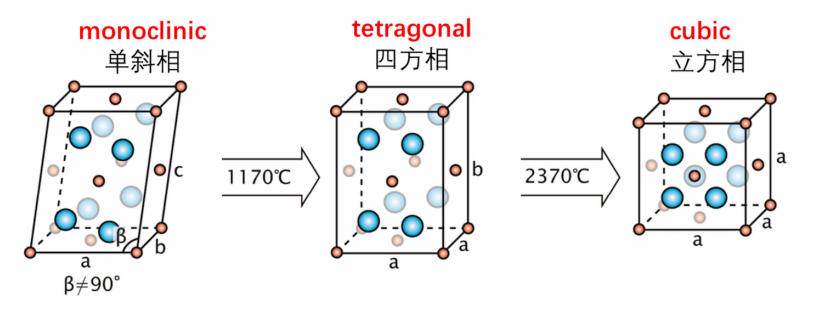
(图1: 氧化锆三种晶相结构)
氧化锆陶瓷是一种无机非金属多晶材料,根据不同温度有三种晶体形态。常温状态下,氧化锆为单斜晶系,1170-2370摄氏度下转变为四方晶系,2370-2680摄氏度下转变为立方晶系。当高温冷却时晶体形态的改变引起巨大应力,易导致氧化锆破裂。在氧化锆中添加金属氧化物可以稳定在室温下的四方结构,临床中我们常用的添加的稳定剂是氧化钇。
陶瓷传统的表面处理方式有酸蚀、喷砂、硅烷化、二氧化硅(silicon dioxide, SiO2)涂层,以及其他方法如利用激光照射,气象沉积技术,离子喷涂技术,选择性蚀刻等。但氢氟酸(Hydrogen Fluoride,HF)酸蚀处理主要用于SiO2为基质的陶瓷表面,使陶瓷表面粗化,形成陶瓷面与粘接剂之间的微机械嵌合,从而增加了粘接强度。由于氧化锆陶瓷表面缺少硅基相,因此HF不能与氧化锆发生反应,在理论上不能增强氧化锆陶瓷表面的粘接力。影响氧化锆修复体粘接强度的因素有许多,研究证实,粘接剂的选择以及氧化锆瓷表面的处理方式是其中重要的影响因素。
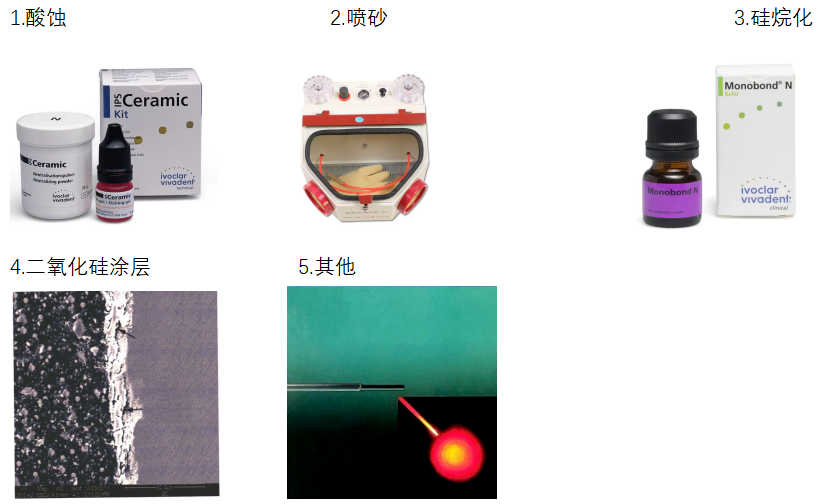
(图2: 氧化锆表面处理方式)
喷砂技术是提高氧化锆粘接性能的主要方法,它通过高速颗粒冲击实现氧化锆表面粗化。对于氧化锆进行喷砂的主要目的有如下几点:
(1)表面清洁,喷砂可有效清除唾液、血液等有机污染物,清洁的表面是形成良好粘接的先决条件;(2)增加表面粗糙度,形成表面不规则的凹坑状结构,增加树脂水门汀与氧化锆的粘接面积;(3) 增加表面润湿性,以利于树脂水门汀渗透,从而形成牢固的机械嵌合。
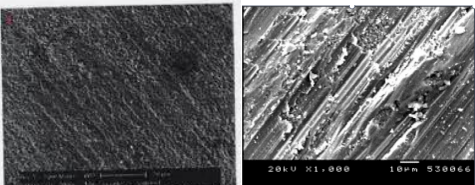
① (图3: 氧化锆表面喷砂)
扫面电镜下观察喷砂前氧化锆表面是有一定的粗糙度,但孔隙不明显,经喷砂处理后瓷表面的孔隙明显增加,扩大了粘接面积,有助于形成微机械固位,并且有文献报道喷砂被认为是目前处理氧化锆瓷表面常用且最有效的方法,那么喷砂的效果到底怎么样呢?
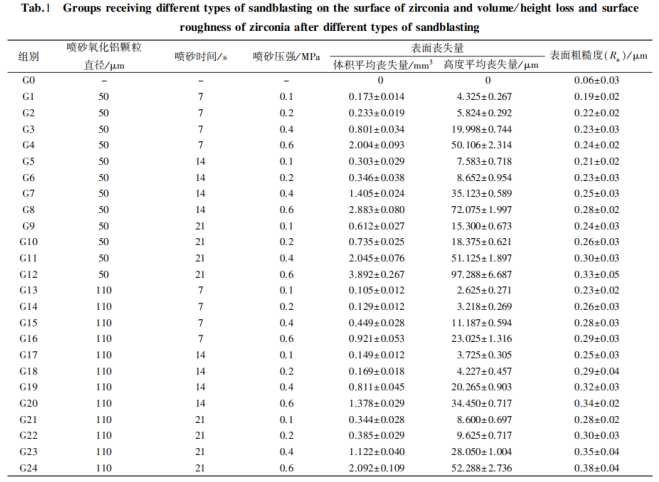
图4
当喷砂颗粒尺寸及喷砂压强恒定时,随着喷砂时间的增加,氧化锆粗糙度均显著增加。当喷 砂时间及喷砂颗粒大小恒定时,随着喷砂压强增大,氧化锆表面粗糙度也均随之增加。对于喷砂颗粒大小而言,当喷砂时间及喷砂压强保持恒定,50μm喷砂颗粒喷砂后的氧化锆表面 损失量显著高于110μm喷砂颗粒喷砂后的氧化锆表面损失量。喷砂可以导致氧化锆表面损失;喷砂压强越大、喷砂时间越长,氧化锆表面损失量越多,其表面粗糙度越大。但也有研究表明,喷砂技术存在一定的隐患,大颗粒的喷砂可能导致氧化锆修复体较为薄弱的部分发生碎裂以损坏。
(图5)
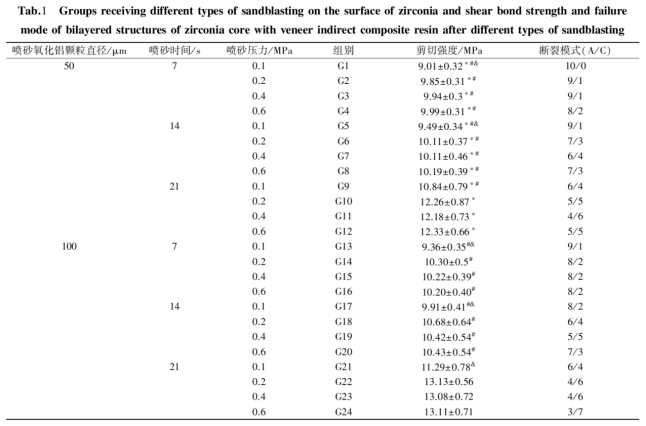
喷砂压力为0.2、0.4及 0.6MPa时氧化锆与间接修复树脂界面的粘结强度显著高于喷砂压力为 0.1MPa时界面的粘结强度。但是粘结强度在喷砂压力为 0.2、0.4及 0.6MPa时并没有显著变化。 同是,有相关文献证实随着喷砂压力的增加,氧化锆表面出现微裂纹或者缺陷的可能性随着增加,从而降低氧化锆强度,导致失败,也有研究显示经车针研磨30秒后单斜晶体含量增加3%-5%,经4bar喷砂15秒后单斜晶体含量增加13%-15%,这种转化可以导致氧化锆的劣化,所以并不是喷砂颗粒越大,时间越久,压强越大,表面粗糙度越大就越好。

(图6)
从国外这位学者得出的的数据可知,在不同颗粒大小的氧化锆喷砂下的断裂强度,不论是干燥储存还是是储存相比对照组都是增大的,由此可知不论是从它的粘接强度还是陶瓷的机械强度来说都是有利的。综上所述,考虑到氧化锆的的表面粗糙度,机械强度,以及粘接强度,采用0.2MPa及 50μm或者110μm的喷砂条件对使氧化锆与间接修复树脂界面的粘结强度较佳,是较为推荐的喷砂条件。
氧化锆陶瓷件是一种非常特别的无机非金属材料,具有良好的耐高温、耐腐蚀、耐磨损以及导电性,很早之前已经被应用于耐火材料中。随着技术的进一步成熟,其应用领域也逐渐扩展,涉及到了结构材料和功能材料。
由于受到晶型的转变的限制,单纯的陶瓷件是很难生产的,只有在加入适量晶型稳定剂和其他稀土氧化物的情况下,才能制备成较为稳定的陶瓷件。其具有高的韧性、高的抗弯强度、高的硬度和耐磨性等特点,从而显示出应用的广泛性。加之陶瓷件没有磁性、不导电、不生锈、耐磨,所以在生物医学器械领域和刀具工具领域中也深受青睐,比如医学用的手术刀、人造关节、人工牙齿等都能用氧化锆陶瓷进行制作。而结构陶瓷又将作为氧化锆的一个新型应用领域,越来越为人们所重视。
氧化锆陶瓷件的熔炼并非一件简单的工艺,其中包括了很多复杂的步骤,如果不是有丰富的经验,是很难顺利完成的。因为每一步都需要特别的谨慎,才能保证氧化锆陶瓷件的质量达到要求。
不管是选用哪一种设备,中频炉也要电弧炉也要,步应该是先熔炼碳素钢。在熔炼的过程中,其他材料要分多次少量的投入,排在后加的是贵重元素,这么做的目的是为了减少贵重元素的烧损。等到材料熔清后,炉温也已经达到1580-1600℃的时候,要进行脱氧、脱氢、脱氮等处理了,一般用的都是铝丝,但i-Ca合金或SiC等材料也可以起到作用。将脱氧剂压到炉内深处并隔断外界空气,经过一点时间之后各种氧化物、夹杂物会上浮。其出炉前,仍然非常有必要将浇包烘烤到400℃以上,并用多种微量元素做结构件予以变质处理,进一步强化其性能。
要得到一个完整的陶瓷件的话,熔炼是常用的技术工艺,其中包含有很多个步骤,且每个步骤都有需要注意的地方。关于这方面的细节内容如下:
为了确保熔炼而成的陶瓷件质量过硬,首先要确定熔炼顺序,不管是用中频炉还是电弧炉熔炼,总是先熔炼碳素钢。而各类锰铁和其他贵重合金材料的熔炼,要分多次,每次少量的原则进行,并记住要将贵重元素放在后加入,以减少烧损。
陶瓷件熔炼过程中,尽量减料块做的小些,以50-80mm为宜。当炉温达到1580-1600℃时,还要进行脱氧、脱氢、脱氮等处理,此时金属液面要用覆盖剂盖严,以此来隔断外界空气;并且陶瓷件要镇静一段时间,使氧化物、夹杂物等有充足时间上浮。
陶瓷件在出炉期间还要用多种微量元素做变质处理,使其一次结晶细化,保证氧化锆陶瓷件的性能达到预期水平。